

Please Leave Us A Message
Privacy statement: Your privacy is very important to Us. Our company promises not to disclose your personal information to any external company with out your explicit permission.
Select Language

The hardenability of steel refers to the ability of steel to obtain the depth of martensite layer during quenching. It is an inherent property of steel itself, mainly related to the supercooled austenite stability of steel or the critical cooling rate of steel. The factors affecting the depth of hardening (hardening depth) are various. For a material state, it is mainly affected by factors such as critical cooling rate, quenching cooling medium and specimen size. In this paper, the influence of quenching cooling medium and specimen size on the depth of quench hardened layer of 40CrNiMo material was studied by basic process test.
Test
(1) Test material The test material was selected from 40CrNiMo material with diameters of 60mm, 70mm, 80mm and 90mm, and cut into samples with a length of 100mm. The chemical composition of the materials meets the requirements of Table 1.
(2) Equipment medium temperature box type electric furnace, Rockwell hardness machine, metallographic microscope, water-cooled grinding wheel cutting machine.
(3) Test method 1 : The cylindrical sample of 40CrNiMo material with dimensions of φ 6 0 mm × 1 0 0 mm, φ 7 0 mm × 1 0 0 mm, φ 80 mm × 100 mm and φ 90 mm × 100 mm is quenched at 850 ° C. In oil and water, the thermal insulation test pieces are 3h, 4h, 4h20min and 5h in sequence. The sample after quenching is cut into two equal parts. When cutting, be sure to avoid overheating at the cutting place, then grind the fracture and cool it when grinding. Then, the hardness (HRC) is measured at every 2 mm point along the diameter of the polished section. According to the values and differences of the center and surface hardness, the size of the sample and the cooling capacity of the quenching cooling medium are hardened.
The effect of layer depth.
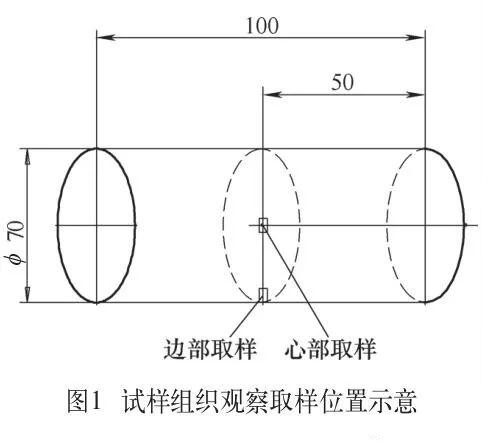
Method 2 : The quenched 40CrNiMo cylindrical sample is cut into metallographic samples, and each sample is cut along the transverse central cross-section direction, one-half radius and one center. Observe the metallographic structure and analyze the factors affecting the depth of the hardened layer. The sampling position of the tissue contrast sample is shown in Figure 1.
2. Test results
(1) Hardness gradient results of different sizes of samples The test method 1 measured 40CrNiMo materials φ 60mm × 100mm, φ 7 0 mm × 1 0 0 mm, φ 8 0 mm × 1 0 0 mm and φ 90m m × 100m m Sample oil cold hardness gradient data

As shown in Table 2, Table 3 and Table 4, the hardness gradients of water cooling of φ 60m m × 100m m and φ 90mm × 100mm samples are shown in Tables 4 and 5.




(2) Observation results of metallographic structure in different sections of the section Using test method 2, the surface of oil-cooled specimens of different sizes were measured.
3. Analysis and discussion
(1) Effect of sample size and cooling method on the depth of quench hardened layer From the hardness data of Tables 2 to 5, it can be seen that when oil cooling is used, the hardness of the surface of the sample with a diameter of 60 mm is basically the same. At 50HRC; when the diameter is increased to 70mm, the surface hardness is about 50HRC, the core hardness is between 44 and 45HRC; when the diameter continues to increase to 80mm, the hardness of the entire section changes little, between 39 and 43HRC; When the diameter reaches 90 mm, the hardness decreases more, and the hardness of the section is between 34 and 39 HRC.
When using water cooling with strong cooling capacity, the same φ 90mm sample, the surface hardness can reach 54 ~ 55HRC, the minimum hardness of the heart can also reach 44HRC. The influence of the size of the test piece on the depth of the hardened layer can be illustrated by Figure 6 [1]. The rapid cooling of the steel from the austenitizing temperature to the temperature at which the martensite transformation begins is mainly based on the quenching agent to the inside of the steel. The heat is quickly guided away. The larger the size of the test piece, the more heat it contains, and the more heat is transferred from the inside of the steel to the surface. The longer it takes to cool the quenching agent, the slower the cooling rate of the steel. The same material is used to make test pieces of different sizes. Large-size specimens, regardless of surface or center cooling rate, are relatively slow.




Therefore, the entire section of the small-sized test piece can be completely hardened, and the large-scale test piece cannot be hardened even on the surface. Even if the surface is partially hardened, the transformation of austenite is carried out at a higher temperature, so that the hardness obtained is also lower; the larger the size, the lower the surface hardness.

When the size of the sample is increased from φ 60m × 100m to φ 90m × 100m, the surface hardness of the oil-cooled sample is reduced from 50H RC to 40H RC. When the sample of φ 80m m×100m m and φ 90mm×100mm is oil-cooled, the heat content of the sample is large due to the large size of the sample, and the cooling capacity of the oil is low. The quenching cooling medium cannot be absorbed in time and effectively during cooling. The heat that is conducted causes the sample to temper when quenched, that is, self-tempering, resulting in a lower hardness of the sample. When cooling with water with strong cooling capacity, the outer layer has the strongest cooling rate, and the surface hardness after quenching is high. Even the largest size φ 90mm×100mm sample can reach 54HRC, but due to the surface. The difference in cooling rate between the center and the center is the most different, resulting in a large difference in hardness between the surface and the core.
(2) Influence of sample size and cooling method on hardened layer structure Since the actual cooling rate is greater or less than the critical cooling rate, some specimens can be completely hardened, and oil-cooled specimens can only be at a certain depth or surface. The martensite structure is quenched in the layer, and the quenched structure cannot be obtained at the center.
It can be seen from Fig. 2 that the surface and the core of the φ 60mm specimen are typical martensite structures. Because the 40CrNiMo material is medium carbon medium alloy steel, it forms a mixed structure of slats and sheets, which is a flaky horse. The body is mainly composed, and the needle shape is obvious. When the diameter is 70mm, the bainite transformation occurs due to the decrease of the cooling rate. There are some feathery upper bainite and granular bainite structures from the surface to the core. The closer to the center, the feathery bainite The more the amount of organization. When the diameter is 80 mm, it is basically all bainite structure. The closer to the center, the more concentrated and concentrated the granular bainite region. Since the formation temperature of the granular bainite is generally at the uppermost portion of the bainite transformation temperature range, the appearance of the structure is a result of a further decrease in the cooling rate. The microstructure of the specimen with a diameter of 90 mm and a diameter of 80 mm is similar, and is basically a bainite structure.
4. Conclusion
(1) For the same material, when the quenching cooling medium is the same, the larger the test piece size, the lower the surface hardness.
(2) The materials are the same. When the dimensions of the test pieces are the same, the cooling capacity of the quenching cooling medium is stronger, and the surface hardness is higher.

April 08, 2024

March 18, 2024
Mail an Lieferanten
April 08, 2024
March 18, 2024
Privacy statement: Your privacy is very important to Us. Our company promises not to disclose your personal information to any external company with out your explicit permission.
Fill in more information so that we can get in touch with you faster
Privacy statement: Your privacy is very important to Us. Our company promises not to disclose your personal information to any external company with out your explicit permission.